Duplex and SuperDuplex Stainless Steels, why is everyone so picky? the answer is HISC
Duplex and Superduplex stainless steels are objects of love and hate. We hate their prices, we love their corrosion performance and we hate the long complicated specifications that come along with them. Love them or hate them there are many applications that require the use of these austenitic/ferritic stainless steels; in this post I want to give a bit of insight into why their subsea specifications seem to be so complicated and over the top. Downhole specifications for duplex and superduplex are complicated enough, why make it even more difficult for subsea? The answer is HISC.
First, if you want to have a look at the basics of duplex steels you can visit this keytometals article. Here we will go straight into the subsea applications. The CO2 and H2S corrosion resistance of Duplex and Superduplex makes them ideal for subsea applications. And as most of subsea applications they are protected (or exposed) to cathodic protection. Duplex stainless steel (22%Cr) is not immune to seawater and it does require cathodic protection. Superduplex (25%Cr) is resistant to seawater but in many cases is exposed to cathodic protection from adjacent structures or pipelines.
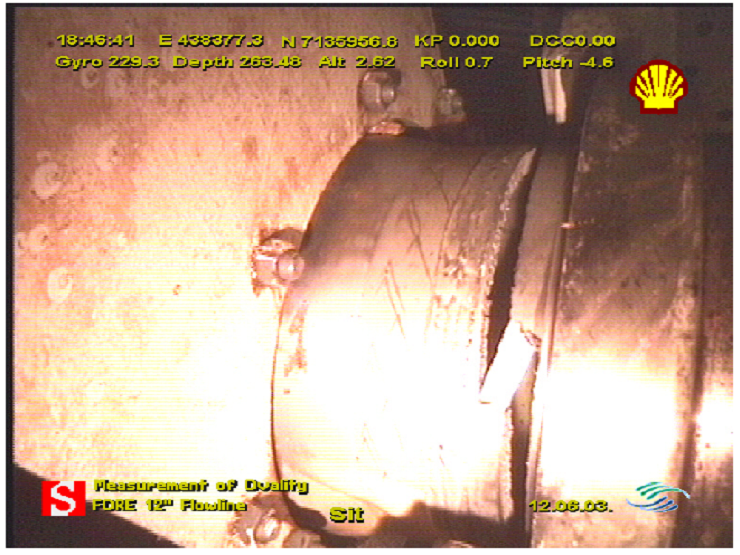
Over the last 20 years the Oil and Gas industry has learnt a valuable lesson in the hardest way that is through in service failures. Cathodic protection overloads can be a source of hydrogen, and when the combination of hydrogen, stress (all subsea components will be subject to stress) and a microstructure that promotes stress cracking leads to Hydrogen Induced Stress Cracking (HISC) like the well-known Foinaven 1997 hub failure in the image shown above.
The industry has done a lot of work and it is now well established that for HISC to occur three elements are needed. Cathodic Protection providing excessive charge and therefore becoming a source of hydrogen, stress to promote cracking and a microstructure that will be susceptible to cracking. This is already recognised in international standards such as DNV-RP-F112, in this standard the stress limits and metallurgical requirements are described. If you are interested in the cathodic protection recommendations you can read DNV-RP-F102 and DNV-R- B401 where protective potentials values for duplex steels are defined. Now, for the juicy part, from a metallurgy point of view this is the interesting bit; how do we work the metallurgical black magic to get the right microstructure and avoid HISC?
There are several publications that summarise the industry work and provide clear explanation, you will find a list of references at the end of this post. The industry work has been captured in a series of requirements for duplex and superduplex steels. Most of these requirements have been captured in the Norsok M630 datasheets. Here I want to summarise some of the main requirements for duplex and superduplex steels and to provide some background reasons for some of the requirements (not all of them!):
Chemistry: PREN is the Pitting Resistance Equivalent Number, a simple formula that indicates the strength of the alloying. Needless to see a minimum is required to provide adequate protection. The PREN formula used in ISO 15156 / NACE MR0175 is shown below.
PREN = %Cr + 3,3(%Mo + 0,5%W ) + 16%N
Heat treatment: Norsok M630 requires solution annealing and quenching, and this is a standard requirement to achieve a balanced microstructure, however, it is very important to guarantee an adequate quenching to avoid the formation of undesirable intermetallics, these little nasties will cause corrosion. The issue of duplex and superduplex quenching during heat treatment is so important that the UK Health and Safety Authority has addressedin several documents. Below, in figure 3 there is a CCT diagram showing the importance of avoiding the intermetallic nose by achieve an adequate cooling, metallurgically how do we achieve it? Get it out of the furnace and into the quench tank as soon as possible? And here as soon as possible means seconds, not minutes.
Mechanical properties: Tensile properties are required to comply with mechanical design. The hardness is restricted as per ISO 15156/NACE MR0175. Impact test is required at -46C, that temperature value complies with codes such as ASME, API 6A and is related mainly to the minimum allowed temperature during a blowdown situation.
Microstructure : The requirements of microstructure are simple, a balanced 50/50 austenite/ferrite is required, the actual value is ferrite content of 35-55%, and this guarantees that the duplex microstructure is present with adequate corrosion resistance. The other main requirement is no intermetallic and precipitates, in one word no nasties. Why? Because intermetallics stress concentrators and will be detrimental to impact properties; intermetallics are features where hydrogen can accumulate leading to higher localised stresses and will concentrate ultimately lead to cracking; and in order to avoid these phases we need to achieve a good quenching.
Austenite spacing: Norsok M630 D47 does not have a requirement for austenite spacing, however, DNV RP F112 states “Testing has shown that materials with a fine phase distribution have a greater resistance to HISC than materials with a coarse phase distribution. As a risk reducing measure requirements to measurement of austenite spacing on critical components may be specified. A tentative acceptance criterion is 30μm. Both testing and acceptance criteria shall however be subject to agreement”. There are many papers that indicate that this is important, why? Austenite Spacing is critical because it is directly related to the mean free path for a crack to propagate within a single phase. And there is on going work to validate the accuracy austenite spacing measurement.
Duplex and Superduplex stainless steels are of major interest, last year during the Corrosion conference in Salt Lake City there was a workshop dedicated to QA/metallurgical aspects. This year, Corrosion 2014 in San Antonio will host the Symposia: Recent Experiences with Austenitic and Duplex Stainless Steel. The criticality of metallurgical processing parameters and their relation to corrosion testing and performance will be greatly debated. Later during the year Stainless Steel World will hold a Duplex and Superduplex summit; all these events are worth attending.
alloy select is the only web-based software for materials selection of oil and gas assets and has been developed by the team of experts at OGC Energy. alloy-select can help you select and verify materials in acccordance with DNV RP F112. To learn more about alloy-select visit alloyselect.com
Contact us through our webchat for materials and corrosion support including duplex and superduplex steels.
References
P Woollin and A Gregori, Avoiding hydrogen embrittlement stress cracking of ferritic austenitic stainless steels under cathodic protection, Proceedings of OMAE 2004: 23rd International Conference on Offshore Mechanics and Arctic Engineering Vancouver, Canada 20-25 June 2004 (https://bit.ly/1fvqZNX)
T. Mathiesena 1, J. V. Hansen1, Consequences of sigma phase on pitting corrosion resistance of duplex stainless steel, 1FORCE Technology, Department of Corrosion and Metallurgy, 2605 Brøndby, Denmark
Amir Bahrami and Paul Woollin, Hydrogen induced stress cracking of duplex stainless steel subsea components, TWI Ltd, Cambridge, UK
Lean Duplex Stainless Steel within the Oil and Gas Industry and Stress Corrosion Resistance of Duplex Grades, Published by Outukumpu ACOM


